水泥3D 打印喷头流场分析及结构优化 |
您所在的位置:网站首页 › 3dmax实验结论 › 水泥3D 打印喷头流场分析及结构优化 |
水泥3D 打印喷头流场分析及结构优化
|
蒋贤辉,方成刚,高 阳,许 飞 (南京工业大学机械与动力工程学院,江苏 南京 210009) 1 引言与传统生产工艺相比,3D 打印技术不仅具有节省材料、生产周期短等特点,更具有柔性和灵活性,使产品由千篇一律的大规模制造向小批量、多品种的个性化定制发展。因此,这一技术广泛应用于汽车、航空航天、生物医疗、建筑业等各个领域[1]。水泥3D 打印作为3D 打印技术的一个分支,由于其制造自由度、个性化创造、原材料利用率、经济环保等多方面的优势,其在建筑业的应用,近期得到全球范围内的高度重视[2-3]。 喷头是3D 打印机的主要组成部件之一,其结构性能将直接关系到3D 打印工艺的效率和3D 打印成品的精度。在自然状态下,水泥的凝固时间较长,而在水泥3D 打印过程中,要求已打印的部分的水泥在短时间内快速凝固,从而具有一定的强度支撑上层材料的堆积。因此,在水泥砂浆流经3D 打印喷头时,会向其中添加一定量的速凝剂,而水泥与速凝剂混合的均匀程度与打印效果有直接的联系。螺杆式水泥3D 打印喷头集混合搅拌、挤出塑形于一体,采用固定式单螺杆结构实现物料的混合以及拌合料的挤出成型。为了深入研究该水泥3D 打印喷头的结构性能,为其结构的进一步优化设计提供有效的理论指导,现对水泥砂浆在喷头内部流经螺杆混合段的流动状况进行模拟仿真和对比分析。 2 非牛顿流体的本构方程根据流体受到的剪应力同剪切变形的关系,可以把流体分为两大类:牛顿流体、非牛顿流体。牛顿流体是指在受力后容易变形,并且在任一点上的剪应力和剪切变形的速率呈线性函数关系的流体。不满足上述条件的流体,即为非牛顿流体[4]。经过添加剂改性的水泥砂浆具有一定的粘塑性,是一种典型的非牛顿流体。 根据水泥砂浆的流体性能,可以进一步把水泥砂浆归结为宾汉流体,其具有一定的屈服应力,当切应力小于屈服应力时,流体不会发生流动;只有当切应力大于屈服应力时,流体才开始发生变形,且切应力会随着剪切变形速率呈线性变化[5]。其流变方程如下:
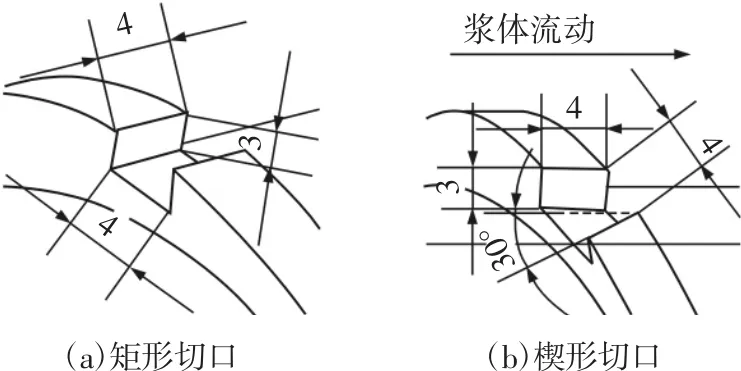
式中:τa—剪应力;τ0—初始应力;μ—流体的运动粘性系数。这里取 τ0=3.899Pa,μ=1.103。 3 正交实验设计为分析螺杆的结构尺寸对其搅拌性能和流量的影响,从而选出优于其他尺寸性能的结构,以满足喷头内对物料搅拌均匀、送料连续、出料效率高的要求,分别对相同条件下不同结构尺寸的螺杆尺寸进行流场仿真,进行对比分析。这里主要从三个因素(螺纹深度、螺纹间距和是螺纹上否带有切口)进行仿真试验,分析不同螺纹结构参数对喷头组件出料的影响。此处需要对螺纹上切口的尺寸和分布进行简要说明,切口有矩形和楔形2 种形式。在分布方面都是相同的,均是沿螺纹外围圆周呈45°角均匀分布,以矩形切口为例,其分布示意图,如图1 所示。矩形和楔形切口的尺寸,如图2 所示。考虑到因素较多,为减少工作量,提高效率,采用正交试验进行方案设计,选取螺槽深度(A)、螺槽间距(B)、切口(C)为研究对象,如表1 所示。
图1 切口分布示意图Fig.1 Schematic Diagram of Cut Distribution
图2 切口尺寸示意图Fig.2 Diagram of Cut Size
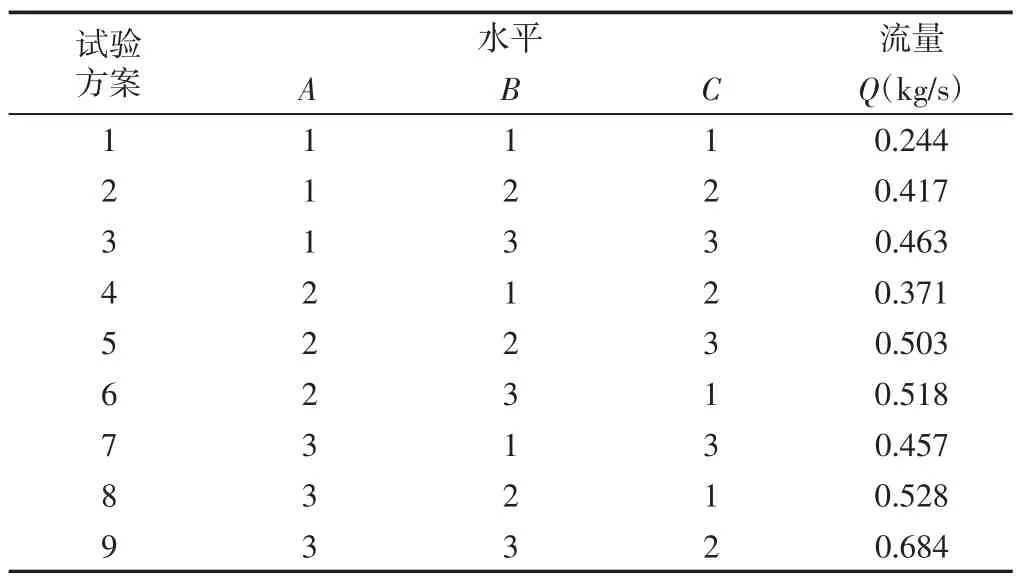
表1 螺杆参数的因素水平Tab.1 Factors and Levels of Screw Parameters 先假定因素A、B、C 之间不存在交互作用,因此按照L9(34)正交表进行螺杆结构设计,从3 个因素且每个因素对应3 个水平进行设计,得到9 种螺杆结构。具体参数,如表2 所示。
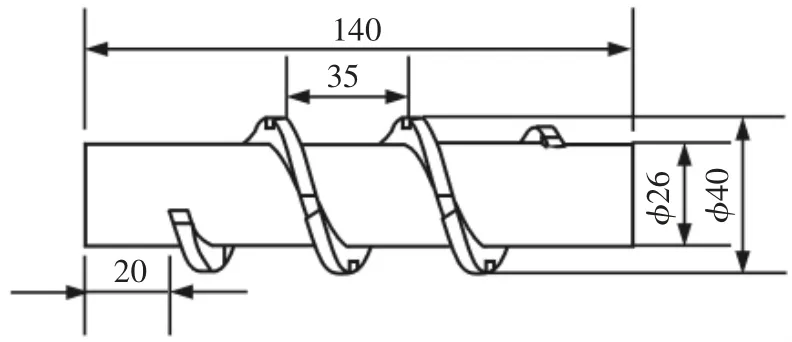
表2 螺杆尺寸参数Tab.2 Screw Dimension Parameter 4 3D 打印喷头内部流场分析4.1 建立喷头及流道的几何模型水泥3D 打印喷头主要由螺杆和壁筒组成。实际生产中考虑到装配的需要以及误差配合,螺纹与筒壁之间留有一定的间隙,选取其中的一根螺杆为例,其结构尺寸,如图3 所示。该螺杆采用等螺距,矩形螺纹,并在螺纹上均布楔形开口。壁筒的结构尺寸参数,如图4 所示。
图3 单螺杆模型Fig.3 Geometric Model of Single-Screw
图4 外壁模型Fig.4 Geometric Model of Outer Wall 水泥砂浆在喷头内流动时,是充满整个流道的。因此,可以认为整个流道是由水泥砂浆构成的一个三维实体模型。这里可以采用体积相减的方法,用筒壁的填充实体与单螺杆实体做减法,所得的三维实体即为要求的流道模型[6],流道的几何模型,如图5所示。
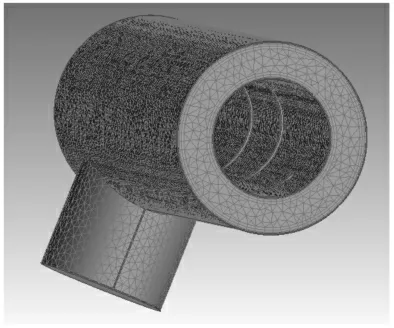
图5 流道模型Fig.5 Model of Flow Channel 4.2 划分网格在使用有限元软件进行分析时,网格的划分在仿真分析的前处理操作中也非常重要,网格划分的质量直接影响计算的成败和精度[7]。由于3D 打印喷头内的流场模型相对比较复杂,这里选择在ANSYS 中专门用于网格划分的ICEM 模块中,对其进行网格划分。 将流道的三维几何模型导入到ANSYS 中,由于壁筒内的螺杆结构比较复杂,为减小前处理的工作量,这里采用非结构化网格,并采用用于计算粘性流体三维流动问题的FLUID142 单元对其进行网格划分[8],如图6 所示。
图6 流道网格图Fig.6 Grid Map of Flow Channel 4.3 流动模型选择选择流动模型时,通过计算雷诺数的数值进行判断[9]。雷诺数的计算公式如下:
式中:ρ—流体密度;U—流动速度;L—特征尺寸;μ—流体动力粘度。 通过各参数数值的确定,Re 的取值范围为17.75~75.33,因此判定水泥砂浆在螺杆段流动为层流流动。 喷头中的流体由水泥砂浆、速凝剂和空气三相组成,由于气体的含量相对较少,在进行数值模拟仿真时,将水泥混凝土简化成仅由水泥砂浆和速凝剂组成的多相流模型,并且将其看作不可压缩相。在fluent 中,多相流模型分包括:VOF 模型,混合模型和欧拉模型[10]。对应于三种模型所适应的问题求解类型,这里选用混合模型,并在工作条件中考虑流体重力的作用。 4.4 边界条件设置在实际工作过程中,壁筒和螺杆都是固定不动的,即相对速度为0,采用压力差模型,边界条件给定入口为压力入口,入口压力设置为0.5MPa,紊流粘度比设置为10,湍流强度设置为5%。出口设置为压力出口,出口压力设置为0.1MPa。壁面静止且无滑移。设置好相关参数后对模型进行模拟仿真计算。 4.5 计算结果分析4.5.1 搅拌特性分析 在数值模拟仿真结果中,通过流体的流线图可以看出流体内的粒子之间的相互运动情况,从而反映出结构对于流体的搅拌混合效果。迹线越混乱,代表流体内粒子的流向越没有规律,也就代表结构对流体的搅拌作用越好[11]。 通过在ANSYS 软件平台上的模拟仿真计算,得到不同参数的螺杆式水泥3D 打印喷头内部流场的流线图,如图7 所示。
图7 流场流线图Fig.7 Streamline of Flow Field 根据图4-13 分析流线图,将图7(a)、图7(f)、图7(h)归为第1 类;图7(b)、图7(d)和图7(i)归类为第2 类;图7(c)、图7(e)、图7(g)归类为第3 类。 第1 类为螺纹叶片上不带切口,浆体流线走向几乎与流道方向一致,仅在叶片顶部与外壁间隙出流线与轴线平行,此处表现为剪切流动。 第2 类为螺纹叶片带矩形切口,此类流线在矩形切口处以及叶片与外壁的间隙出流线与轴线方向一致,产生剪切流动,随着螺纹间距越小切口数量越多,发生剪切流动次数越多,此类流线混合程度明显高于第1 类情形。 第3 类为螺纹叶片上带有楔形切口,明显的特征是在楔形切口处,流线方向发生改变且与轴线方向呈一定角度。除此之外该位置还存在于轴线相平行的流线,因此该类流道模型成功引入了拉伸流动,流动中剪切流和拉伸流并存,拉伸流与剪切流出现次数规律同样满足随螺距变化而变化的规律,此类流线混合程度优于第2 类情形。 4.5.2 流量分析 在仿真结果后处理环节中,依次点击“Result-Reports-Fluxes-outlet”即可以得到出口的流量,出口流量,如表3 所示。
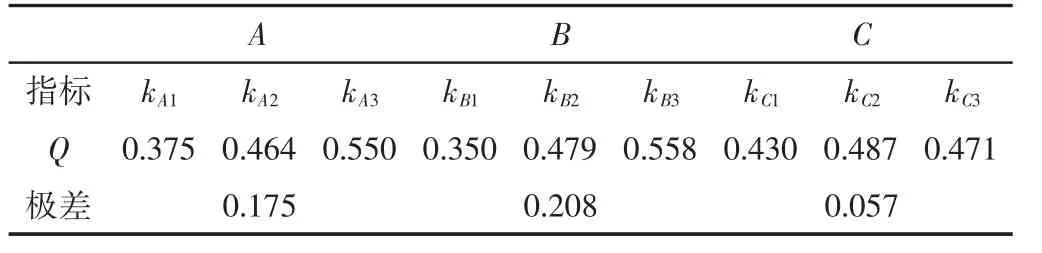
表3 流量结果Tab.3 The Results of Flow 根据表3 的数据,首先判断螺纹深度(A)、螺纹间距(B)和切口(C)三者之间是否存在交互关系,避免忽略3 个因素之间的交互作用对试验结果的影响。通过软件STATISTICA 得出:A 与B交互影响的P1=0.285;A 与C 交互影响的P2=0.432;B 与C 的交互影响P3=0.508,P1<P2<P3,即A 与B 的交互影响最大。根据交互影响判断原理(Pn<0.05 即可认为因素之间存在交互作用),由于P1>0.05,A 与B 的交互影响可以忽略不计,因此可以认为A、B、C三因素之间不存在交互作用[12]。计算流量的极差,如表4 所示。
表4 流量极差Tab.4 Extreme Meter of Flow 影响因素的不同水平的极差值越大,说明该因素考察指标的影响程度就越大。在流量指标中,不同的参数组合下数值差距明显。我们通过极差来加以判断,其中极差如表4 所示,通过极差数值来比较,因素B 的极差值最大,因素A 的极差值次之,因素C 的极差值最小。所以得出对流量影响程度的主次顺序为:B、A、C,其中kB3=0.558,kA3=0.550,kC2=0.487,所以流量最大的组合是B3A3C2,在表3 中为第9 组试验,流量最大,为0.684kg/s。 流量的大小直接关系到3D 打印的工作效率,流量太小会导致打印效率低下、甚至出现打印不连续、断裂的情况;流量过大可能会导致堆积坍塌、成型精度低等问题。因此,流量的大小还要与打印的工艺参数相匹配。影响成型件综合性能的工艺参数主要有层厚、扫描速度、喷嘴直径。根据本课题组的研究经验,最终得出的优化后的工艺参数组合如下:层厚设定为8mm、扫描速度为900mm/min、喷嘴直径为15mm,与之相匹配的喷嘴的流量应该控制在(0.4~0.5)kg/s 之间。因此,第2 组,第3 组和第7 组螺杆对应的流量与本设备的工艺参数较为匹配。由于第2 组的流量相对较小,第3 组和第7 组的流量相差不大,但是第7 组的搅拌特性优于其他两组,综合考虑水泥3D 打印喷头装置的的搅拌特性和工作效率,选用第7 组的螺杆结构较为合适。 5 结论通过对不同结构参数的单螺杆式水泥3D 打印喷头装置中的流体进行数值模拟仿真分析和对比,得出以下结论: (1)螺纹上开楔形口的螺杆结构搅拌性能优于螺纹上开矩形口以及不开口的螺杆结构; (2)螺槽的宽度对流量的影响比螺槽深度和螺纹开口情况对流量的影响大; 根据仿真结果分析,相比于其他的螺杆结构,采用参数组合为A3B1C3的螺杆结构,水泥3D 打印喷头的搅拌性能较好,且工作效率较高,其结构参数如下:螺槽深7mm,螺槽宽35mm,并且在螺纹上开一定的楔形口。受笔者水平等限制,最终的参数优化组合也许在实际加工过程中不一定是最优组合,但是对水泥3D打印喷头装置的结构优化有一定的指导意义。 猜你喜欢 流线水泥砂浆螺杆 大连市材料价格补充信息建筑与预算(2022年12期)2023-01-09大连市材料价格补充信息建筑与预算(2022年10期)2022-11-08不同纤维对磷酸镁水泥砂浆早期性能的影响研究铁道建筑技术(2021年4期)2021-07-21几何映射VOGUE服饰与美容(2019年10期)2019-12-02水平井、直井联合开发压力场及流线分布研究西南石油大学学报(自然科学版)(2019年2期)2019-04-25一种同轴式挤出机用混炼输送机构橡塑技术与装备(2018年20期)2018-10-20任意夹角交叉封闭边界内平面流线计算及应用西南石油大学学报(自然科学版)(2018年4期)2018-08-02注塑机PVC注塑螺杆橡塑技术与装备(2018年10期)2018-05-18一种发泡聚丙烯塑料专用双阶式螺杆挤压发泡机橡塑技术与装备(2018年8期)2018-04-19高钛型高炉渣砂代砂水泥砂浆力学性能试验研究江西建材(2018年2期)2018-04-14
|








 机械设计与制造2020年10期
机械设计与制造2020年10期【本文地址】
今日新闻 |
推荐新闻 |